Comparing Solid Wood vs Engineered Timber Flooring: A Technical Insight
The choice between solid wood and engineered timber flooring is vital for homeowners and professionals. This article integrates technical details from recent industry manuals to offer a deeper understanding of these two popular flooring options.
1. Composition and Structural Differences:
- Solid Wood Flooring: Made from single pieces of hardwood, solid wood flooring is known for its robustness and susceptibility to environmental changes like humidity.
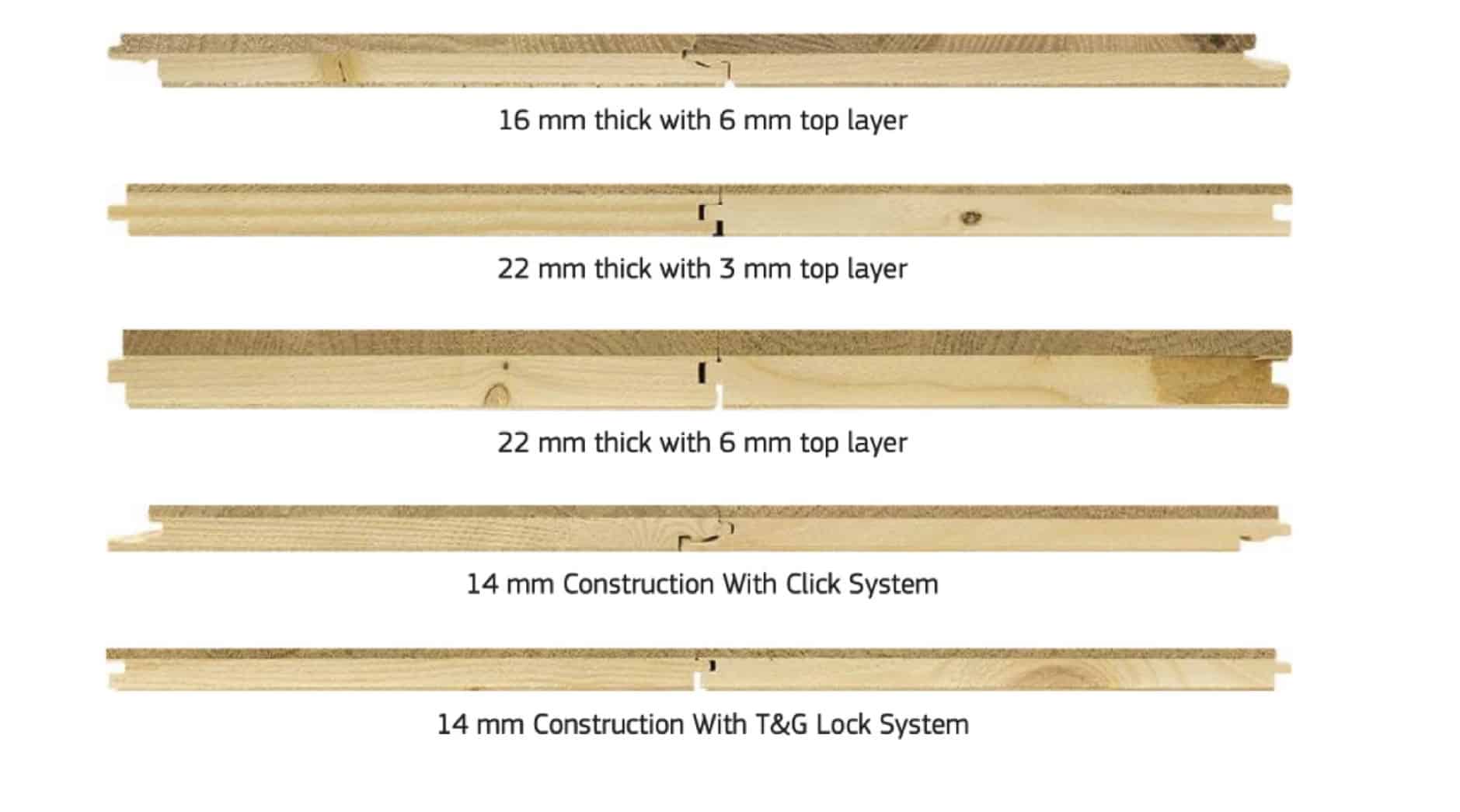
- Engineered Timber Flooring: Comprises a hardwood veneer over a core layer, often plywood or fibreboard. Engineered flooring offers enhanced stability against humidity changes due to its cross-laminated structure.
2. Installation and Environmental Adaptability:
- Solid Wood: Requires careful installation, taking into account factors like moisture content and subfloor conditions. It’s sensitive to environmental changes and needs acclimatisation before installation.
- Engineered Timber: Adaptable to various subfloor conditions and can be installed as floating floors. Its layered construction minimises dimensional changes due to humidity.
3. Durability and Maintenance:
- Solid Wood: Can be sanded and refinished multiple times, extending its lifespan. It requires regular maintenance to counteract environmental effects.
- Engineered Timber: The ability to refinish depends on the veneer thickness. It typically requires less maintenance and is more resistant to moisture and heat.
4. Aesthetic Variations and Customisations:
- Solid Wood: Offers a timeless, natural look with inherent grain and colour variations.
- Engineered Timber: Provides a wide range of aesthetic options and can mimic rare woods. Veneer quality and construction type can influence its appearance and performance.
5. Environmental Impact and Sustainability:
- Solid Wood: Utilises more hardwood, impacting forests unless sustainably sourced.
- Engineered Timber: More sustainable, using less hardwood. The impact depends on core materials and the manufacturing process.
Both solid wood and engineered timber flooring have unique attributes and technical considerations. Your choice will depend on factors like installation environment, maintenance preferences, and sustainability concerns.